Choisir la bonne presse à filtre déshydrateur pour une usine industrielle, il s'agit rarement d'un seul chiffre. C'est un équilibre entre la résistance spécifique du boue, la sécheresse cible du gâteau, et le niveau d'automatisation que le site peut supporter. Une mauvaise correspondance entre la conception des plaques et les caractéristiques de la boue peut entraîner un colmatage du tissu, des cycles prolongés et une surcharge mécanique.
Ce guide aborde les compromis d'ingénierie que les ingénieurs de procédé et les équipes d'approvisionnement doivent évaluer avant de spécifier un système. Nous nous concentrons sur le mécanisme de séparation physique, l'écart technique entre les plaques à chambre encastrée et les plaques à membrane, la dimensionnement spécifique à la boue, et les fonctionnalités d'automatisation qui réduisent le coût total de possession.
La mécanique de la séparation solide-liquide dans une presse à filtre déshydrateur
Une presse à filtre déshydrateur fonctionne en pompant la boue sous haute pression dans une série de plaques encastrées recouvertes d'un tissu filtrant. Les solides s'accumulent à l'intérieur des chambres tandis que le filtrat s'échappe par des ports de drainage. Tout le cycle dépend de l'interaction entre la pompe d'alimentation, la force de fermeture hydraulique et le média filtrant.
Phase 1 : Alimentation en boue et remplissage de la chambre à haute pression
Le cycle commence par une faible quantité, mais à haute pression pompe d'alimentation en boue poussant la boue conditionnée dans le pack de plaques scellé. Le système de fermeture hydraulique maintient une force de serrage constante, empêchant les fuites même lorsque les pressions internes augmentent. Un facteur critique mais souvent négligé est la courbe de montée en pression de la pompe : une montée en pression brutale peut forcer les particules fines dans les fibres du tissu, provoquant un colmatage irréversible. Une montée progressive permet au gâteau de former un lit perméable en premier.
Phase 2 : Consolidation du gâteau et filtration
Une fois les chambres remplies, la pompe continue d'alimenter contre une résistance croissante. Le liquide est poussé à travers le tissu filtrant, laissant un gâteau compacté. La vitesse de filtration suit la loi de Darcy — elle diminue à mesure que le gâteau devient plus épais. La pression terminale atteint souvent 7–15 bar pour les presses à chambre encastrée. L'objectif est de terminer cette phase lorsque le débit de filtrat chute brusquement, indiquant que le gâteau a atteint une densité pratique avant la dernière étape de déshydratation.
Phase 3 : Lavage du gâteau et soufflage d'air (optionnel)
Pour les procédés nécessitant des solides de haute pureté ou une récupération maximale d'eau, un cycle de lavage intermédiaire peut éliminer le liquide mère résiduel. Après le lavage, un soufflage d'air à basse pression peut évacuer l'eau libre restante du gâteau et des canaux centraux. Cette étape améliore la sécheresse mais augmente la durée du cycle. Elle est particulièrement utile dans les applications chimiques et alimentaires où la pureté du produit ou les taux de récupération d'eau sont importants.
Phase 4 : Séparation de la plaque centrale et décharge du gâteau
Après la libération de la pression, le cylindre hydraulique se rétracte et les plaques se séparent. Un débiteur de plaques automatisé déplace chaque plaque successivement, permettant à la gravité ou à une spatule de décharger le gâteau sec. La vitesse de déplacement des plaques doit correspondre au comportement de libération du gâteau ; les gâteaux collants nécessitent un mouvement plus lent et contrôlé pour éviter d'endommager le tissu. Un système de décharge bien intégré peut réduire la durée totale du cycle de 15 à 20 %.
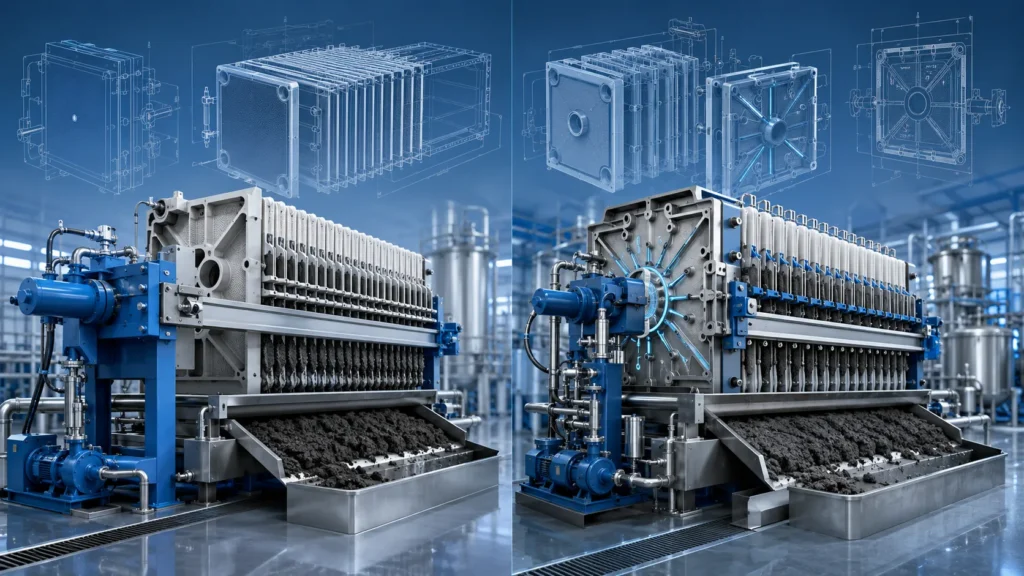
Conception de chambres contre plaques à membrane : Comparaison technique
Les plaques à chambre encastrée restent la norme dans l'industrie pour les boues simples où la pression d'alimentation seule permet d'obtenir une sécheresse du gâteau acceptable. Les plaques à membrane ajoutent une phase de compression physique, ce qui les rend plus adaptables pour les boues qui résistent à une filtration simple — notamment les boues biologiques et les fines résidus. Le choix influence le coût en capital, la maintenance et les pourcentages de sécheresse du gâteau réalisables.
Plaques à chambre encastrée : Dimension standard à haute durabilité
A presse à filtre à chambre encastrée dépend uniquement de la pompe d'alimentation pour expulser le liquide. Les plaques sont généralement plus épaisses et mécaniquement robustes, ce qui les rend idéales pour les boues minérales abrasives où une vessie à membrane pourrait être perforée. Le gâteau se forme uniformément dans chaque chambre, et la sécheresse dépend entièrement de la pression de la pompe et de la filtrabilité de la boue. Pour les concentrés minéraux et l'eau de lavage des granulats, les plaques à chambre offrent souvent un coût total de possession inférieur sur une décennie d'exploitation.
Plaques à compression à membrane : Volume variable et sécheresse maximale
Les plaques à membrane intègrent une vessie flexible à l'intérieur de la surface de la plaque. Après la filtration initiale, la vessie est gonflée avec de l'air ou de l'eau à 15–20 bar, comprimant physiquement le gâteau des deux côtés. Cette étape peut réduire le temps de filtration terminale de 30 à 50 % et augmenter la teneur en solides du gâteau de 10 à 15 points de pourcentage par rapport aux résultats uniquement avec la chambre. Les systèmes à membrane permettent également des volumes d'alimentation variables : la vessie ajuste le volume de la chambre, de sorte qu'un cycle partiel produit toujours un gâteau sec. La contrepartie est une complexité accrue et la nécessité de surveiller l'intégrité de la vessie sur des milliers de cycles.
| Paramètre de conception | Plaque à chambre encastrée | Plaque à compression à membrane |
|---|---|---|
| Force de déshydratation primaire | Pression de la pompe d'alimentation (généralement 7–15 bar) | Compression mécanique (pression d'air ou d'eau jusqu'à 15–20 bar) |
| Sécheresse typique du gâteau | 50–70 % (dépend de la boue) | 65–85 % (dépend de la boue) |
| Temps de cycle | Plus long (dépend entièrement de la courbe d'alimentation de la pompe) | Plus court (l'étape de compression réduit le temps de filtration terminale) |
| Flexibilité opérationnelle | Faible (nécessite une chambre complète pour former un gâteau sec) | Élevé (peut gérer des volumes variables d'alimentation en boues) |
| Coût en capital (CAPEX) | Coût de base inférieur | Coût initial plus élevé pour la plaque/système |
| Profil de maintenance | Entretien faible ; grande durabilité mécanique | Entretien accru ; usure de la vessie membranaire avec le temps |
| Applications idéales | Concentrés minéraux, agrégats, résidus simples | Boues municipales fines, boues biologiques, lavage de gâteau chimique |
Remarque : Les pourcentages de sécheresse du gâteau et les temps de cycle dépendent de la boue. Il est recommandé de confirmer par ingénierie via un test pilote avant la spécification finale.
Matrice de sélection des boues industrielles : Configurations d'ingénierie
Choisir une configuration de presse à filtration nécessite d'associer les caractéristiques chimiques et physiques spécifiques de la boue cible — telles que la distribution de la taille des particules, le pH et la température — au volume de plaque, à la pression d'alimentation et à la perméabilité du tissu. Négliger une variable peut entraîner des temps de cycle prolongés ou une qualité de filtrat inadmissible.
Traitement des résidus miniers et minéraux
Les boues minières — souvent dominées par des argiles, des silt et des roches finement broyées — nécessitent une opération à haute pression et des matériaux de plaque robustes. Les plaques à chambre encastrée robustes sont la norme, avec des profondeurs de chambre de 15 à 25 mm pour gérer une forte charge en solides. La pression d'alimentation dépasse fréquemment 15 bar pour atteindre un gâteau avec plus de 75 % de solides. Les matériaux de plaque doivent résister à l'usure abrasive ; le polypropylène avec un remplissage élevé en carbonate de calcium offre un bon équilibre entre résistance chimique et résistance mécanique. solutions de déshydratation des boues WCT pour l'exploitation minière, il intègre souvent des changeurs de plaque automatisés et des plateaux de goutte à goutte pour gérer des opérations à haut débit 24/7.
Boues d'eaux usées municipales et industrielles
Les boues municipales, en particulier après digestion anaérobie, forment des gâteaux collants et compressibles qui résistent à la simple pression de la pompe. Les plaques à compression membranaire sont la configuration préférée car la compression mécanique surmonte la résistance spécifique élevée du gâteau. La profondeur de la chambre s'étend souvent à 30-40 mm pour gérer des volumes plus importants d'alimentation à faible concentration. Le conditionnement chimique avec polymère ou chaux est standard, et la presse à filtration doit être compatible avec un système fiable. système de dosage chimique. La sécheresse cible du gâteau pour les boues municipales est généralement de 28–38%, suffisante pour l’élimination en décharge ou l’incinération.
Applications chimiques, alimentaires et de haute pureté
Les boues chimiques et les pigments exigent souvent un lavage du gâteau et une résistance précise au pH. Les matériaux des plaques passent du polypropylène standard au PVDF (fluorure de polyvinylidène) lorsque des solvants ou des acides agressifs sont présents. Les plaques à membrane combinées à un collecteur de lavage intégré permettent un lavage complet du gâteau pour éliminer les impuretés solubles. Pour les applications alimentaires, les ensembles de plaques et les collecteurs doivent respecter les normes de matériaux conformes à la FDA. Les cycles ici sont plus longs en raison de la séquence de lavage, mais la valeur réside dans la récupération du produit et la réduction des coûts d’élimination des déchets.
| Type de boue industrielle | Configuration recommandée des plaques | Facteur de dimensionnement (litres/m² de surface) | Durée typique du cycle | Sécheresse cible du gâteau |
|---|---|---|---|---|
| Dépôts miniers / Argile | Chambre encastrée (Haute pression) | Profondeur de chambre de 15 à 25 mm | 30 à 60 minutes | 70% – 82% solides |
| Boues municipales (Anaérobie) | Compression membranaire | Profondeur de chambre de 30 à 40 mm | 45 à 90 minutes | 28% – 38% solides |
| Boues chimiques / Pigments | Membrane (avec lavage du gâteau) | Profondeur de chambre de 25 à 35 mm | 60 à 120 minutes | 45% – 65% solides |
| Eau de lavage des granulats | Chambre creuse | Profondeur de chambre de 30 à 50 mm | 20 à 45 minutes | Solides 75% – 85% |
Remarque : Les facteurs de dimensionnement et les temps de cycle sont des références basées sur les caractéristiques typiques de la boue. Les performances réelles dépendent de la granulométrie spécifique, du conditionnement chimique et de la pression de fonctionnement. Des tests de filtre à feuille en laboratoire doivent confirmer le dimensionnement pour toute nouvelle boue.
Spécifications critiques de dimensionnement et d'ingénierie à considérer
Lors de la spécification d'un système, les paramètres d'ingénierie clés sont la production totale de solides secs par heure, le volume de liquide à traiter et la résistance spécifique de la boue. Sous-estimer la surface de filtration entraîne un débit insuffisant ; surdimensionner gaspille du capital et de l'espace au sol.
Calculs de la surface de filtration totale et du volume de gâteau
La surface de filtration est la principale variable de dimensionnement. Une approche standard consiste à effectuer un test de filtre à feuille à l'échelle du laboratoire pour déterminer le taux de formation du gâteau (kg de solides secs par m² par heure). Multipliez ce taux par les heures de fonctionnement disponibles par jour pour obtenir la surface de filtration totale minimale. Le volume de gâteau par cycle détermine ensuite la configuration du pack de plaques : le nombre de plaques, la profondeur de l'évidement et les dimensions globales du châssis. Nous recommandons généralement un pack de plaques qui permet une marge de capacité de 10 à 20% pour les conditions d'alimentation fluctuantes.
Pressions de fonctionnement et force de fermeture hydraulique
La pression maximale de la pompe d'alimentation et la force de fermeture du vérin hydraulique doivent être adaptées. Si la force de fermeture ne peut pas résister à la pression interne, les plaques fuiront ou se sépareront. La force hydraulique est calculée en multipliant la surface du filtre par la pression d'alimentation maximale prévue, puis en appliquant un facteur de sécurité (généralement 1,5 à 2,0). Pour les cycles de pressage de membrane à haute pression, la force de fermeture doit également tenir compte des 15 à 20 bars supplémentaires exercés par la vessie.
Sélection du tissu filtrant : Tissages monofilament vs multifilament
La sélection du tissu influence directement le décollement du gâteau, la clarté du filtrat et la facilité de nettoyage. Les tissages monofilament offrent des surfaces lisses et un décollement facile du gâteau, ce qui les rend adaptés aux boues municipales et biologiques collantes. Les tissages multifilament offrent une filtration plus fine et une rétention de solides plus élevée, mais ils retiennent les particules et nécessitent un lavage plus fréquent à haute pression. La compatibilité chimique, en particulier la résistance à l'hydrolyse, aux acides et aux agents oxydants, doit également être vérifiée. Un tissu inapproprié peut doubler le temps de nettoyage et réduire le débit global de l'usine.
La disposition physique de l'usine détermine également la configuration de décharge du gâteau. Un filtre-presse surélevé sur une mezzanine peut décharger le gâteau directement dans des camions bennes ou des convoyeurs, éliminant ainsi la manutention intermédiaire. Cette intégration doit être planifiée dès la processus de traitement des eaux usées phase de conception.
Automatisation et optimisation des processus dans les systèmes modernes
L'automatisation transforme le filtre-presse de déshydratation d'un système discontinu à forte intensité de main-d'œuvre en un processus industriel semi-continu hautement efficace nécessitant une intervention minimale de l'opérateur. Les améliorations les plus impactantes concernent la manutention des plaques, l'entretien des toiles et le contrôle intelligent de l'alimentation.
Déplaceurs de plaques automatisés et bacs de récupération
Un déplaceur de plaques automatisé utilise un chariot motorisé pour déplacer chaque plaque individuellement, réduisant le temps de cycle et éliminant le risque de sécurité lié à la séparation manuelle des plaques. Les bacs de récupération qui s'étendent lors de l'ouverture des plaques retiennent le filtrat résiduel et évitent les problèmes d'entretien ménager. Dans une application à haut débit filtre presse pour le déshydratation des boues, ces deux caractéristiques peuvent réduire le temps total de rotation par lot de 10 à 15 minutes par cycle.
Systèmes de lavage automatique de toiles à haute pression
Le colmatage des toiles augmente le temps de cycle et réduit la production. Les systèmes de lavage automatique de toiles, intégrés au groupe de plaques, utilisent des jets d'eau à haute pression (jusqu'à 100 bars) pour éliminer les particules incrustées des pores des toiles selon un calendrier défini. Les systèmes peuvent être configurés pour laver tous les 50 à 100 cycles sans aucune intervention manuelle, maintenant ainsi une efficacité de filtration stable sur la durée de vie de la toile.
Contrôles intelligents : Intégration SCADA et surveillance de l'alimentation de la boue
Les filtres-presses modernes fonctionnent avec des contrôleurs PLC qui ajustent la vitesse de la pompe d'alimentation en temps réel en fonction des retours des transducteurs de pression et des relevés du débitmètre de filtrat. Cela évite le fonctionnement à sec et optimise la vitesse d'augmentation de la pression. L'intégration avec un système SCADA à l'échelle de l'usine permet aux opérateurs de suivre les performances du cycle, de planifier la maintenance et de recevoir des alertes sur l'usure des toiles ou l'intégrité des membranes. Les données générées soutiennent également la planification de la capacité à long terme et la équipements d'eaux usées industrielles gestion du cycle de vie.
Contactez notre équipe d'ingénierie pour une analyse personnalisée de boues et des devis de systèmes
Chaque spécification de filtre-presse de déshydratation doit commencer par une caractérisation approfondie des boues. Avant de demander un devis, nous recommandons de rassembler les points de données suivants : le débit de solides secs requis (tonnes par heure ou par jour), la concentration de solides de la boue entrante (en poids %), les additifs chimiques actuellement utilisés ou prévus, et la limite d'humidité du gâteau cible pour la manipulation ou l'élimination en aval. De plus, notez tout corrosif, abrasif ou extrême de température qui pourrait affecter la sélection des matériaux des plaques et des toiles.
Nos ingénieurs de procédé peuvent utiliser ces informations pour effectuer un test de feuille de filtre et recommander le groupe de plaques, la taille de la pompe et le niveau d'automatisation appropriés. Nous proposons également des unités de location pilote pour des essais de confirmation sur site. Ce qu'il faut vérifier : Demandez une projection détaillée du temps de cycle et une garantie mécanique sur la durée de vie des plaques avant l'achat final. Contactez notre équipe dès aujourd'hui pour commencer la traitement de la boue d'eaux usées revue d'ingénierie.
Questions fréquemment posées
Quelle est la principale différence entre une presse à bande et un filtre-presse de déshydratation ?
Une presse à bande repose sur le drainage par gravité et des rouleaux basse pression, atteignant généralement des concentrations de solides de gâteau inférieures de 10 à 20 % à celles d'un filtre-presse de déshydratation. Les filtres-presses fonctionnent à 7 à 20 bars, produisant des gâteaux nettement plus secs et un filtrat plus propre, mais ils nécessitent un cycle discontinu plutôt qu'un processus continu à bande.
À quelle fréquence les toiles de filtre doivent-elles être nettoyées ou remplacées ?
La fréquence de nettoyage des toiles dépend des caractéristiques de la boue. La plupart des opérations effectuent un lavage automatique à haute pression tous les 50 à 100 cycles. La durée de vie des toiles varie de 1 000 à 5 000 cycles, l'agressivité chimique et l'abrasion mécanique étant les principaux modes de défaillance. Une inspection visuelle des trous d'épingle ou de l'amincissement est recommandée tous les 500 cycles.
Un filtre-presse de déshydratation peut-il fonctionner en continu ?
Aucun filtre-presse ne peut être véritablement continu car le processus est intrinsèquement discontinu. Cependant, en combinant le déplacement automatisé des plaques, l'hydraulique à ouverture rapide et les configurations de presses parallèles, les usines peuvent concevoir une opération semi-continue qui correspond aux flux d'alimentation continus sans grands réservoirs tampons.
Pourquoi mon gâteau de filtre colle-t-il aux toiles lors de la décharge ?
Le collage du gâteau est généralement causé par une inadéquation entre la surface de la toile et la boue, un temps de déshydratation insuffisant laissant le gâteau trop humide, ou un conditionnement chimique incorrect. Le passage à une toile monofilament, l'allongement de la phase de soufflage d'air ou l'ajustement du dosage de polymère résolvent souvent le problème.